
Электроды относятся к тем расходным материалам, которые не имеют срока годности. При соблюдении условий хранения они отлично справляются со сваркой и через пять, и через десять лет. Однако даже в этом случае стержням может понадобиться термическая обработка и дегидратация, то есть, просушка. В статье мастер сварщик расскажет, с какой целью производят прокалку электродов, а также зачем необходимо выполнять их сушку, как и с помощью чего это сделать лучше всего.
Зачем необходима сушка

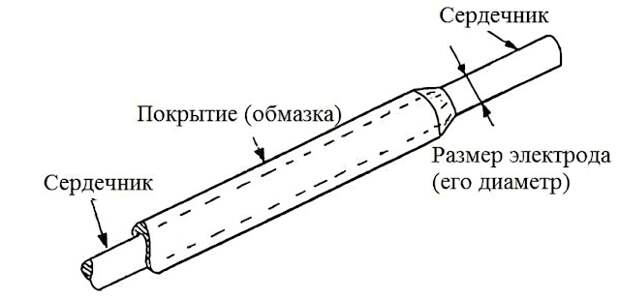
Для начала разведем понятия «сушка» и «прокаливание», поскольку это не одно и то же. Начнем с первого – в соответствии с последовательностью термообработки изделий. Электродная обмазка любого типа – основного, рутилового и т. д. – весьма чувствительна к влаге. Она хорошо абсорбирует ее из внешней среды – и в открытом пространстве, и в помещении, при этом необязательно с повышенной влажностью.
Типичные ситуации:
- Сварочные работы выполняются на открытом воздухе, а электроды уже извлечены из герметичной упаковки и находятся в таком состоянии даже всего несколько минут;
- Материал извлечен из упаковки и пролежал так в помещении с нормальной или повышенной влажностью 8 и более часов.
Есть и еще одна причина, по которой нужна сушка электродов. Если сразу начать прокаливание (а это очень высокие температуры), с отсыревшего покрытия будет интенсивно испаряться влага, в результате на обмазке образуется налет извести и соли. Поэтому необходим предварительный прогрев в течение 1,5–2 часов при t 100 °С (усредненные значения, варьируются в зависимости от типа и марки).
Как просушить электроды наиболее эффективным способом? Вариантов несколько, все зависит от условий и оборудования, которым вы располагаете.
Оборудование для сушки электродов

Прокаливание и сушка сварных электродов может осуществляться в нескольких вариантах, исходя из нужного режима и используемого оборудования. В производстве применяются специализированные устройства:
- Электрические печи для прокаливания, обладающие дополнительными опциями сушки. У современных модификаций есть микропроцессорный регулятор, способствующий программированию всего сварочного процесса. Максимальный предел температуры составляет 400°C. С учетом постепенного регулирования, уровень загрузки составляет до 160 кг, а уровень наибольшей мощности равен 8,5 кВт (у некоторых моделей она равна 3 кВт с подсоединением к 3-х фазной сети 380 В). У этих печей предусмотрена работа в стационарном режиме и высокий уровень теплоизоляции. Благодаря наличию тепловых экранов происходит равномерное прогревание электродов;.
- Электрическая печь с термометром со средним диапазоном работы 100-400°C. Такие электропечи имеют компактные размеры, поэтому их можно транспортировать самостоятельно. Работа устройств основана на применении ТЭНов с автоматическим управлением. Печи могут подсоединяться к сети 220 Вольт. Их мощность зависит от выбранной модели, варьируется в пределах 1-3 кВт, максимальное количество загружаемых электродов может составлять 50 кг;
- Термопеналы для сушки. Оборудование представляет собой герметичную емкость с теплоизоляцией, которую применяют для хранения присадочного сырья. Компактные параметры термопеналов позволяют сварщику их легко устанавливать на рабочем месте. Основным отличием оборудования считается способность подогрева присадочных материалов от трансформаторной энергии или от сети 220 Вольт. Максимальный уровень их нагрузки равен 10 кг;
- Пеналы термосы схожи с термопеналами, но они способны без подогревания сохранять внутреннюю температуру. Для оборудования характерным является долгое остывание.
Принцип дегидратации

Как упоминалось, основной целью прокаливания — является уменьшение объёма влаги, приникшая в напыление металлического стержня. Процесс прост и не трудоёмок. Главное ознакомиться с инструкцией на упаковке, найти температуру и время, для конкретного вида электродов эти параметры разные. Зачастую, просушка занимает 1,5-2 часа при температуре в пределах двухста-двухста пятидесяти градусов Цельсия.
При какой температуре прокалить электроды:
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150... 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300... 450 °С в течение 1-2 ч.
- С кислым покрытием – 185... 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Следует обратить внимание на запрет применения пламенных печей, так как средний диапазон температур для процедуры варьируется в пределах 180-400°C.
Перед сушкой сварочных электродов, нужно взвесить присадочные материалы, так как минимальный уровень загрузки печи равен 10 кг, а максимальный – 40 кг. Затем проводятся следующие процедуры:
- Загрузка электродов в печь с плотным закрытием крышки;
- Регулировка температуры в соответствии с параметрами, указанными для просушки;
- Продержать определенное время;
- Выключить, подождать остывания с печью, чтобы избежать резких температурных перепадов. Достаточно будет подождать до температуры 100-150°C.
Сушка другими способами

Можно ли, и если да, то как просушить электроды другими способами? В отсутствие упомянутого оборудования выполнить дегидратацию обмазки также возможно, поместив стержни на несколько часов на радиатор отопления или использовав строительный фен. Но это – так называемые «домашние», «народные» средства для бытовой сварки. Во втором случае есть риски просто испортить обмазку, поскольку фен можно разогреть до t 150 °С, а задать нужную температуру и удерживать ее необходимое время невозможно. Если речь идет о промышленных работах и ответственных конструкциях, рекомендуется пользоваться профессиональным оборудованием – оно даст нужный результат по уровню влажности покрытия.
Даже при сушке, температура которой обычно гораздо ниже, чем при прокалке, необходимо знать терморежимы для того или иного типа покрытия. Так, например, сушить стержни с целлюлозным покрытием можно при температуре не выше 70 °С, иначе обмазка будет повреждена и осыплется.
Итог
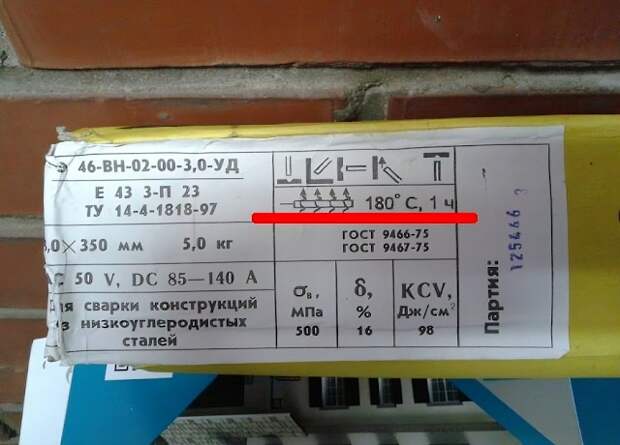
Прокалка присадочного материала является важной деталью технологии, на которую надо обращать внимание во время производства. Может задаваться разная температура прокаливания в зависимости от типа электродов, указывается на упаковке материала.
В продолжение темы посмотрите также наш обзор Что такое аттестация сварщиков НАКС и как ее проходят