
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы. Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой. В сегодняшнем материале мастер сантехник расскажет как сделать приспособление для сварки профиля под любым углом. В результате облегчится труд, повысится качество сварки. Я думаю, что следует потратить два десятка минут и сделать себе такую вещицу, которая в дальнейшем сэкономить ваше время и силы.Изготовление приспособления для сварки профиля
Для изготовления нам понадобится:
- Кусок стальной пластины, шириной примерно - 30-50 мм и толщиной 2-5 мм;
- Кусок стальной пластины, шириной примерно - 10-30 мм и толщиной 2-5 мм;
- Кусок уголковый профиля;
- Две гайки М4-М8;
- Длинная шпилька под гайки;
- Короткий болт с гайкой типа «Чебурашка».
Процесс
Берем толстую пластину.

Из нее вырезаем два отрезка длиной 140 мм. Размечаем по линейке.

Отрезаем болгаркой, шлифуем острые края.

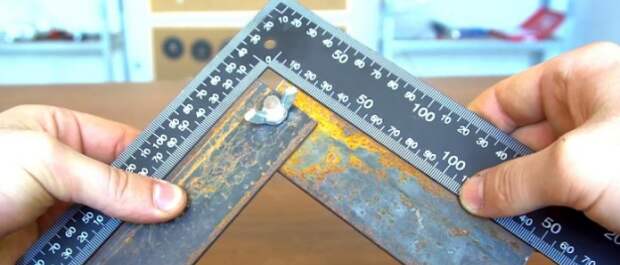
Совмещаем отрезки вместе и в обоих сверлим отверстие под болт.

Вставляем в отверстия болт, закрепляя чебурашкой. По линейке выставляем прямой угол и затягивая чебурашкой.
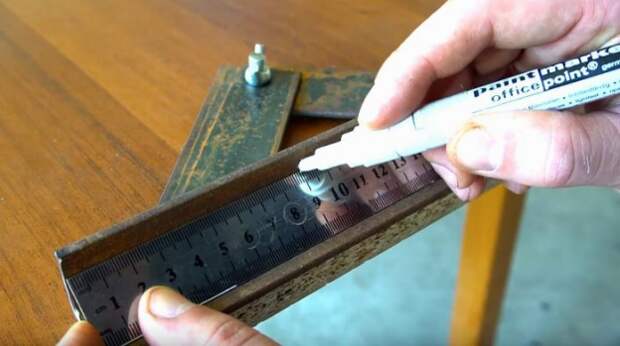
По линейке размечаем прямую полосу. Необходимо сделать такой отрез, чтобы отрезки, находясь в прямом угле, были параллельны концами друг другу находясь в одной плоскости. Отрезаем аккуратно болгаркой.

Вот так должно получится в итоге: угол прямой, а ноги на одной линии.

Прикладываем уголковый профиль.

Привариваем дуговой сваркой.

Примерно отложив расстояние 90 мм с каждой стороны отчерчиваем полоски.
Вот так:

Отрезаем болгаркой середину.

Теперь берем узкие кусочки стальной пластины.

Зажимаем в тисках и ударами молотка сгибаем буквой «Г».

Теперь привариваем к каждой стороне будущего приспособления.

Далее к загнутым концам привариваем гайки.

В каждую гайку вкручиваем обрезанную шпильку, с приваренной чебурашкой на конце. Такой своеобразный зажимной механизм получился с каждой стороны.

Приспособление готово.
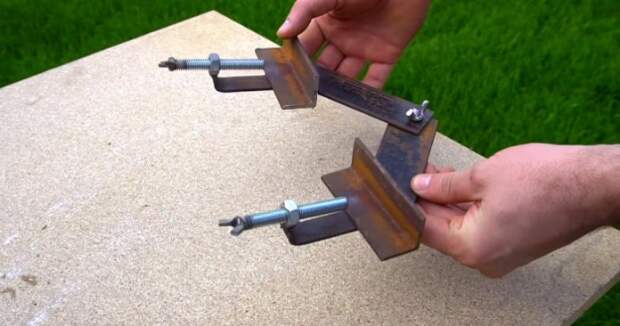
Благодаря тому, что оно гнется в любую сторону, можно выбрать абсолютно любой угол сварки, как тупой, так и острый.
Закрепляем прямоугольный профиль под прямым углом.

А если вам нужно сварить трубы ровно, то нет ничего проще. Все зафиксируется точно и при сварке не будет ходит или трястись.

Закреплять можно не только металл, но и дерево.

В общем, делайте себе такой полезное и удобное приспособление и не пожалеете.
В продолжение темы посмотрите также наш обзор Как сделать трубогиб для профильной трубы