Дуговая сварка труб – это довольно популярный метод соединения, который доступен практически любому сварщику, владеющему определенными приемами и знаниями. В статье мастер сантехник расскажет, какие особенности имеет дуговое соединение труб, разберем оптимальные электроды для разных трубопроводов и приведем рекомендации по проведению работ.
Плюсы и минусы

Как и любой метод в строительстве, электросварка стальных труб имеет свои преимущества и недостатки.
К преимуществам данного метода можно отнести:
- Возможность соединения труб любого диаметра не зависимо от толщины стенки;
- Благодаря сварному шву, сохраняется начальный внешний и внутренний диаметры трубы. В случае, к примеру, с муфтами, диаметр стыка значительно увеличивается в сравнении со стыкуемыми элементами;
- Для сварки используется тот же материал, что и для самого трубопровода. Это позволяет обеспечить полную монолитность конструкции без изменения свойств используемого материала;
- Сварка не требует приобретения дополнительных фитингов, которые, зачастую, стоят довольно дорого;
- Данный метод довольно дешевый и простой, при условии, что за дело берутся специалисты.
Кратко о процессе сварки
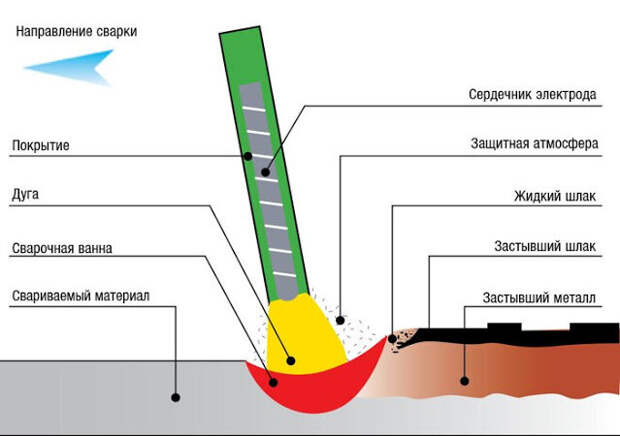
Процесс соединения металлических труб электросваркой заключается в создании электрической дуги между электродом и свариваемыми элементами.
Благодаря специальному покрытию электрода, в дуге создаются особые условия, не позволяющие поступать кислороду в точку плавления металлов и создавать защитную пленку.
Ширина и толщина шва зависят от толщины электрода, материалов свариваемых элементов, режима сварки, скорости движения дуги, напряжения в сети. От этих же параметром, особенно от последнего, зависит образование шлаков на поверхности. Образовавшиеся в процессе сварки шлаки необходимо удалять.
Прежде, чем начинать варить систему, необходимо разобраться во многих нюансах, подготовить инструменты и оборудование, приобрести электроды, подготовить сварные края труб.
Инструменты для сварных работ
Для проведения сварных работ, в первую очередь, потребуется сварочный аппарат.

Существует два вида:
- Трансформатор. Регулирование тока такой сварки производится с помощью изменения магнитного зазора или положения реостата. На сегодняшний день такое устройство считается морально устаревшим. Оно имеет значительно большой вес и требует особых навыков;
- Инвертор. Этот аппарат более компактный и достаточно легкий. Его можно без труда перемещать по комнате или, даже, вешать на плече. Регулировка тока инверторной сварки осуществляется регуляторами с высокой точностью.
Помимо сварочного аппарата нам понадобятся:
- Маска. Она нужна для того, чтобы защитить лицо и глаза от ожогов. Старыми вариантами масок пользоваться было достаточно неудобно. Нужно было настроиться, приставить электрод и лишь потом надевать маску, так как они совсем не пропускали свет. Сегодня рынок предлагает, так называемые, маски-хамелеоны. Они способны автоматически регулировать степень затемненности стекла;
- Спецодежда. Выполнять сварочные работы нужно в специальной куртке, плотных перчатках и резиновой обуви, либо стоя на резиновом коврике (для дополнительной изоляции);
- Электроды. О выборе электродов поговорим позже;
- Электродержатель. Этот инструмент должен иметь массу не более 500 г. Кроме того, необходимо обеспечить надежную изоляцию держателя от воздействия электрического тока. Если рассматривать предлагаемые на рынке три вида электродержателей (щипцовый, вилочный, с пружинящим кольцом), выбор лучше сделать в пользу первого;
- Силовой кабель для дуговой сварки. Он должен быть гибким и иметь для данного сечения достаточную длину, не сковывающую работу сварщика;
- Для позиционирования и сборки стыков под сварку используют специальные центраторы (внутренние или наружные);
- Щетка по металлу или другой абразивный инструмент для зачистки краев стыкуемых элементов;
- Молоток сварщика для обивания шлаков.
Выбор электродов

Качество сварного шва напрямую зависит от правильности выбора электродов.
Для газопроводов

Для соединения труб, которые будут использоваться для транспортировки магистрального газа, а также трубопроводов НКТ, желательно применять электроды ОК-46, ЛБ-52 либо УОНИ-13/55. В составе этих марок могут содержаться марганец, фосфор, кремний и сера, что вполне подходит для указанных целей. Среди этих электродов наиболее универсальны ОК-46, поскольку их поверхность покрыта рутиловым слоем. Этот вариант особенно удобен в случае дуговой сварки больших зазоров.
Но отдельно стоит остановиться на другой марке – LB 52U с основным покрытием. В составе таких электродов присутствует относительно малая доля водорода, что обеспечивает высокое качество шва. Дуга быстро разжигается и стабильно держится, полноценно проваривая соединяемые металлические части.
В случае дуговой сварки ответственных элементов труб (к примеру, поворотных), выполненных из углеродистой или низколегированной стали, специалисты советуют использовать специальные электроды МТГ-01К. Последние обеспечивают стабильную дугу с быстрым удалением шлака и образованием малого количества брызг.
Для труб отопления

Для данного случая наиболее подходящими считаются электроды Э42А и УОНИ 13/45 диаметром 3 мм. Они оснащены толстым покрытием, позволяющим работать с углеродистой сталью. Трубы отопления допускается варить также электродами марок Э-09Х1МФ и ЦЛ-20. Эти стержни дают прочный шов на трубопроводах из термоустойчивой стали. Как и в случае с Э42А и УОНИ 13/45, покрытие данных электродов достаточно толстое. Марку ЦЛ-9 с основным покрытием рекомендуют использовать при дуговой сварке труб из легированной, углеродистой стали, а также нержавейки. Благодаря малому содержанию водорода эти электроды дают превосходное качество шва.
При дуговой сварке отопительных трубопроводов, рассчитанных на повышенное давление непрерывно подаваемой воды, а также труб НКТ следует применять электроды марки МР-3. Данные стержни имеют диаметр 3–5 мм, выполнены из специальной проволоки и покрыты рутиловым слоем. Чтобы обеспечить максимальную герметичность шва, варить нужно короткой дугой, наклоняя электрод в сторону наплавления.
Важное значение имеет предварительная настройка тока. Напряжение должно быть не слишком малым, чтобы проварить металл, и не чересчур высоким, дабы избежать деформирования соединяемых частей. В связи с этим следует учитывать как толщину металлической стенки, так и размеры электрода.
Для водопровода

В данном случае выбор марки электрода зависит от металла. Для медных трубопроводов используют МН-5, МНЖ5, для труб из нержавейки – НЖ-13, для чугунных – МНЧ-2. Если дуговая сварка выполняется в домашних условиях с использованием инвертора, причем варятся трубы водопровода из черного металла, допускается применение электродов марки МР-3с. Такие стержни способны соединять стенки толщиной 2,8 мм у трубопровода диаметром 32 мм, для чего достаточно малого тока.
Электродами марки МНЧ-2 варятся вертикальные швы, а ЦЧ-4 используются как при холодной, так и при горячей сварке, но при условии нижнего расположения стержня. Независимо от марки, каждый электрод должен обладать защитным покрытием (обмазкой), защищающим сварочную зону от окисления. Для соединения труб по возможности выбирайте стержни с толстым покрытием.
В процессе выбора расходников советуйтесь с продавцом и не забывайте внимательно изучать информацию на этикетках. В большинстве случаев для дуговой сварки трубопроводов могут быть использованы электроды от УОНИ, АНО, ОЗС, KOBELKO и ESAB. Из российских производителей качественную продукцию предоставляет завод, расположенный в Каменск-Уральске.
Подготовка стыков

Перед началом работ нужно тщательно подготовить стыки труб:
- Проверка геометрических параметров трубы: при стыковке не допускается овальность, разностенность и иные дефекты, превышающие установленные допуски;
- Проверка ровности среза (90⁰), соединяемые детали должны прилегать друг к другу без зазоров;
- Зачистка торцов и околошовной зоны (до 10 мм) до металлического блеска;
- Обезжиривание рабочего участка, удаление окалины, масел и других загрязнений, а также покрытий и напылений;
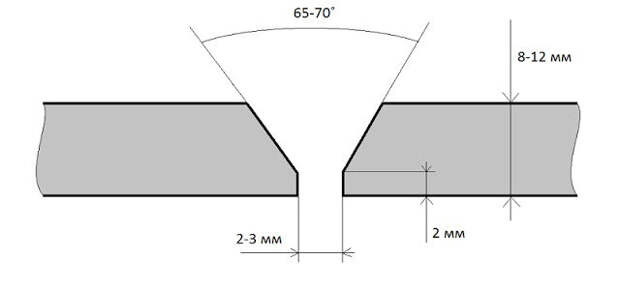
- Угол раскрытия кромок должен составлять 35-65⁰ с показателем притупления 2 мм. Если эти параметры не соблюдены, применяют дополнительную обработку торцевателем.
Настройка оборудования
Выбор рабочего тока для дуговой сварки труб:
- Диаметр используемого электрода умножают на 35, то есть, для электрода толщиной 3 мм устанавливают ток 105 А, для 4 мм – 140 А;
- Если толщина стенки трубы меньше 4 мм, то 150 А – достаточный рабочий ток, больше ставить не нужно;
- Оптимальное расстояние между электродом и прокатом – толщина электрода + 1 мм;
- Тонкостенные трубы варят одной сплошной проходкой (поворачивая в процессе работы), толстостенные можно варить отрезкам примерно по 15 см;
- Дуговая ручная сварка неповоротных или вертикальных стыков выполняется в два этапа;
- Местоположение ванны расплава - 30° от верхней точки.
Техника безопасности
- Проверить изоляцию на жилах и деталях аппарата (её наличие – обязательно);
- Проверить заземление корпуса оборудования;
- Нельзя работать в сырой одежде, всё должно быть сухим (одежда, рукавицы, маска);
- Для защиты лица и глаз в обязательном порядке надевать защитный щиток.
Сварочные работы

После настройки сварочного аппарата и достижения стабильной дуги, начинаем соединять элементы трубопровода.
Виды соединений при сварке трубопроводов:
- Встык. Концы труб вплотную придвигают друг к другу, и расплавленным металлом перекрывают зазор. Если толщина свыше 3 мм, то по стыку проходят несколько раз, причем шов каждый раз начинают с другого места.
- Внахлест. Способ хорошо подходит для случаев, когда нужно сварить трубы разной толщины. Тогда за счет шовного валика формируется аккуратное соединение между более тонкой и более толстой трубой.
- Под углом. В таком случае для нижнего положения удобна электросварка, для верхнего – газовая.
- Тавровое соединение. Это когда в трубопроводе делается разветвление, или в магистраль врезается боковая ветка.
В зависимости от толщины стенки слойность соединений будет отличаться:
- Стенка толщиной до 3 мм заваривается в один подход;
- Для толщины 3-6 мм требуется две проходки;
- В три слоя свариваются стенки в 6-12 мм;
- 4 раза и более (по необходимости) проходят по стыкам толщиной от 12 мм.
Очередность выполнения сварочных операций:
- Прихватка. Выполняется электродами с той же основой, что и у электродов, которыми будет вариться основной шов для обеспечения однородности сварочного шва. Длина прихваток – 60-80 мм через каждые 300-400 мм по радиусу стыка.
- Выполнение корневого шва. Выполняется электродами с целлюлозным покрытием небольшого диаметра. Главная задача – создание ровного вогнутого слоя с гарантированным проплавлением по всей длине шва. При этом расплавление кромок обязательно.
- Заполняющие швы. Выполняются основными электродами. Делается необходимое количество проходов для получения нужной высоты сварного шва, но не менее, чем толщина свариваемых труб. По технике выполнения подразделяются на: заполнение слоями и валиками. При заполнении слоями каждый последующий слой наваривается на предыдущий с обязательным захватом кромок труб. Заполнение валиками применяется при большой толщине сварного соединения, каждый шов наваривается рядом с захватом предыдущего, и так от одной кромки к другой.
- Сглаживающий, облицовочный шов. Его выполняют для выправления возможных дефектов, полученных при сварке предыдущих швов. Несмотря на то, что это относится к ручной дуговой сварке, но типы швов, их последовательность и назначение применимы и к другим способам.
Чтобы в процессе дуговой сварки труб получить качественный результат, примите к сведению еще несколько полезных рекомендаций:
- В труднодоступных местах работайте согнутым электродом и следите за своими действиями через зеркальце;
- После смены электрода шов продолжается с накрытием в 1-2 см.
Сварка труб ручной дуговой сваркой при низких температурах

ГОСТ требует предварительного прогрева металла, если сварочные работы предстоит выполнять при низких температурах. Такая необходимость вызвана тем, что металл в сварочной ванне очень быстро охлаждается и кристаллизуется. В результате часть газов и оксидов не успевает покинуть поверхность шва, что увеличивает в нем содержание кислорода, азота, водорода и неметаллических соединений. Это служит причиной возникновения многочисленных пор, трещин горячего и холодного происхождения. Вероятность появления «горячих» трещин тем больше, чем быстрее происходит упругопластическая деформация при температурах нахождения металла в хрупком состоянии. Сварочные материалы при отрицательных температурах также теряют свои полезные свойства. Из-за попадания влаги наплавленный металл получается слишком пористым. Чтобы обезопасить электроды, флюсы и проволоку от воды, нужно их не только должным образом хранить и своевременно просушивать. Важен правильный подбор материалов для работы в зимнее время с тем расчетом, чтобы увеличить раскислительную способность шлаков и обеспечить полноценный выход газов.
При температуре воздуха не ниже минус 30°С требуемый прогрев места стыка – до 150-200 градусов. Ширина прогрева подготавливаемой для сварки детали – 10-15 см по обеим сторонам будущего шва. Если температура окружающей среды ещё ниже, то сварочные работы проводить не рекомендуется. В ситуациях, когда это крайне необходимо, нужно шире прогреть подлежащие сварки элементы (на 20-25 см в каждую сторону от шва).
Проверка качества дуговой сварки труб
По окончании работы нужно тщательно проверить, насколько качественным получился шов. Визуальным осмотром можно выявить такие дефекты, как прожоги, поры, свищи и прочее.
Чтобы протестировать швы на наличие микротрещин, понадобится применение компрессора. Концы трубы закрываются заглушками, а на места швов наносится мыльная пена. Далее в трубу под давлением подается воздух, и там, где соединения получились негерметичными, пена будет пузыриться (из-за просачивающегося сквозь отверстия воздуха).
В заключении
Вообще качественная дуговая сварка труб требует не только знания всей необходимой теории по данному вопросу. Тут нужен еще и достаточный практический опыт. Начинать его приобретать лучше в работе над небольшими изделиями, не предназначенные для монтажа в серьезных трубопроводах.
Если вам понравилась статья, то вы можете поддержать наш канал, через сервис СберЧаевые. И подписывайтесь на наш телеграмм канал.
В продолжение темы посмотрите также наш обзор Как приварить фланец к трубе