
В настоящее время расходных материалов для проведения сварочных работ различной сложности на отечественном рынке достаточно много. При этом профессионалы всегда отдают предпочтение расходникам, которые прошли проверку временем. К таковым относятся сварочные электроды УОНИ 13/55. В статье мастер сварщик расскажет о технических характеристиках этих стержней.
Немного истории

Разработки велись со второй половины 30-х годов. Специалистами лаборатории секретного в то время Научно-исследовательского института №13. Учреждение, основанное еще в 1922 году в Петрограде, успешно работает и сегодня. Современное название – ФГУП «Центральный научно-исследовательский институт материалов».
Были исследованы лучшие зарубежные аналоги из Великобритании, Германии, Нидерландов, США и Франции. Все они были последовательно протестированы одним и тем же опытным сварщиком. После определения наилучших качеств по всем ключевым параметрам были досконально исследованы материалы составов, их технологические свойства и особенности, и в последний довоенный год создан собственный электрод.
Общая информация

Выпускаются диаметром от 2 до 6 мм, стержень электрода выполняется из проволоки Св-08/Св-08А (углеродистая сталь). Покрытие относится к основному типу. Поскольку в его составе – фторид кальция, другие фтористые соединения, а также карбиды, его также называют фтористо-кальциевым.
Электроды для сварки УОНИ-13/55 носят и другое название – низководородные. Они обеспечивают крайне низкое содержание водорода в металле наплавляемого шва. Возможности появления в таком соединении межкристаллитных трещин сведены к минимуму. Металл характеризуется высокой пластичностью и ударной вязкостью.
Технические характеристики:
- Временное сопротивление разрыву 530 МПа.
- Коэффициент разбрызгивания – не более 4%.
- Предел текучести металла шва – 420 Мпа;
- Показатель относительного удлинения – 22%.
- Ударная вязкость металла составляет: при t +20 °С – 130 Дж/см2; при t -40 °С – 80 Дж/см2; при -60 °С – 50 Дж/см2.
- Производительность наплавки электродов (для диаметра 4,0 мм) – 1,4 кг/ч.
Отличительные особенности

Особые свойства электродов:
- Покрытие состоит из фтористых соединений и карбонатов – это дает легкий поджиг и высокую стабильность электродуги при сварке.
- Благодаря составу обмазки электроды обеспечивают наилучшую защиту сварочной ванны от атмосферных воздействий. Марка оптимально подходит для работы на открытом пространстве. Это делает ее особенно востребованной при сооружении и ремонте мостовых и трубных конструкций. Возможно соединение толстых деталей, наплавка.
- Сварной шов имеет повышенную ударную вязкость и пластичность. Сваренные конструкции могут эксплуатироваться в северных широтах при отрицательных температурах до -50 °С..
- В составе обмазки электродов содержится железный порошок, что позволяет компенсировать объемы разбрызганного или выгоревшего при сварке металла. Благодаря этому расход стержней этой марки в среднем на 10–15% ниже, чем у многих изделий других марок.
Электроды имеют свидетельство НАКС (группы основных материалов - 1 (М01); группы технических устройств - МО, ПТО, КО, ГО, НГДО, ОХНВП, ОТОГ, СК, КСМ), сертификат Российского Речного Регистра (РРР), зарегистрированы в системе добровольной сертификации ГОСТ Р.
Классификация по ГОСТу

Изделия выпускаются в соответствии с ГОСТ:
- 9466-75;
- 9467-75;
- ТУ 1272-003-48804191-2010.
Маркировка

В технической (и не только) литературе можно встретить два написания аббревиатуры этой марки, и оба можно считать в равной степени употребимыми. Исторически, начиная с года создания (1940), использовался вариант УОНИ-13/55. Аббревиатура расшифровывается как:
- У - универсальная
- О - обмазка
- Н - научно-исследовательского
- И - института
- 13 - номер 13
- 55 - цифры после аббревиатуры указывают номер состава обмазки.
Существует также название УОНИИ-13/55. В этом случае дополнительная буква «И» означает исследовательский институт. Характеристики и свойства электродов УОНИ и УОНИИ не отличаются.
Область использования

Применяются для конструкций и трубопроводов, требующих повышенных характеристик по пластичности и ударной вязкости сварного шва. Широко используются в мостостроении. Также применяется при монтаже, нефте- и газопроводов, герметизации трубных соединений. Для соединения монтажных элементов, арматурных стержней, используемых для производства ЖБИ. Еще одно назначение электродов – ремонтная наплавка. Они позволяют устранить трещины при прорыве труб или резервуаров.
Нюансы эксплуатации:
- Пористое основное покрытие имеет свойство хорошо впитывать влагу из воздуха, поэтому перед сваркой стержни необходимо прокалить;
- На поверхности свариваемого металла не должно быть следов ржавчины или окалин, грязи и масел;
- Для сварки электродами УОНИ-13/55 используется только постоянный ток, полярность – обратная;
- Допустимы любые положения сварного шва, кроме вертикального на спуск;
- При соединении элементов арматуры или рельсов сварка выполняется ванным способом в нижнем положении;
- Электродуга может быть короткой или средней, изделия большой толщины, как правило, варят на короткой дуге.
Электроды УОНИ 13/55 заслужили достаточную популярность среди профессионального сообщества, но сварщики с небольшим опытом часто избегают их использования. Это связано со склонностью прилипания электродов к свариваемой поверхности, если сварщик не обладает достаточным навыком ручной дуговой сварки. Проблемы с прилипанием достаточно быстро решаются увеличением размера дуги.
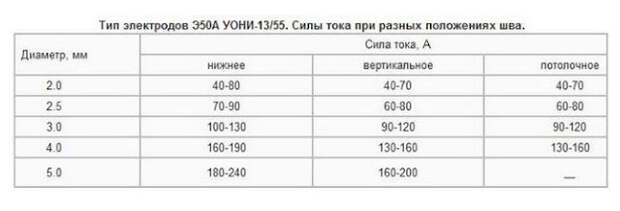
Величина сварочного тока зависит от толщины электрода и пространственной ориентации сварочного шва. Она варьируется в пределах от 40 до 200 А.
Рекомендуемое значение тока при соответствующем положении шва:
Как говорилось выше, электроды УОНИИ снабжены специальной обмазкой. Это покрытие способно поглощать влагу, что может снижать характеристики изделия. Для понижения концентрации влаги, а также прочих нерегламентированных соединений в покрытии электродов используется процедура прокалки, которая осуществляется в индукционной печи.
Компании, производящие расходные материалы для сварки, снабжают свою продукцию специальными вкладышами или инструкциями на упаковке, где подробно указываются оптимальные условия прокалки конкретных электродов. Пренебрегать этими рекомендациями не следует, поскольку результатом подобных действий может стать критическое снижение качества сварного шва.
Если же инструкция утеряна или же нечитабельна, для прокалки расходников УОНИИ нужно придерживаться следующих правил:
- Предельно допустимое время прокалки – до четырех часов.
- Максимальное количество повторений процедуры – три раза.
- Повторная прокалка для неиспользованного электрода необходима после восьми часов.
- Эффективно прокалить изделие позволяют специальные формы и индукционная печь.
Единственный нюанс, ограничивающий применение электродов в быту – необходимость прокаливания при температуре 280 градусов перед началом сварки. Не всегда удается обеспечить требуемую температуру.
Хранение

На характеристики сварочных электродов, в том числе, марки УОНИИ 13/55, большое влияние оказывают условия их складирования и хранения. Хранить такие расходники следует в специализированных помещениях, где обеспечена защита товара от воздействия солнечного света, а также соблюдается температурный режим не ниже 12-ти градусов по Цельсию при относительной влажности до 50-ти процентов.
При соблюдении указанных параметров хранения срок годности электродов практически неограничен, а это значит, что данные расходные материалы сохраняют свои исходные свойства. Проявляется в том, что при применении электродов формируемый металл сварного соединения характеризуется отменной прочностью, пластичностью и устойчивостью к формированию кристаллизационных трещин.
Производители

Наиболее известные бренды:
- Лосиноостровской электродный завод;
- компания «Высокие технологии», выпускающая продукт под торговой маркой НЕРО (Москва);
- завод «Межгосметиз-Мценск», входящий в международный концерн Lincoln Electric;
- Судиславский завод сварочных материалов (Костромская область);
- завод «КОМС-Экспорт» с брендом ТИГАРБО (Ростовская область) и другие предприятия.
- Магнитогорский электродный завод (МЭЗ);
- Среди зарубежных производителей стоит отметить шведскую корпорацию ESAB.
Если вам понравилась статья, то вы можете поддержать наш канал, через сервис СберЧаевые. И подписывайтесь на наш телеграмм канал.
В продолжение темы посмотрите также наш обзор Электроды Э42 — характеристики и применение