При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. Их функция отображена в названии: механические устройства служат для точной центровки стыков и торцов труб накануне и во время сварки. В статье мастер сантехник расскажет о их устройстве, видах и особенностях.

Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.

Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.

Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.

Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Из чего состоит и как работает устройство

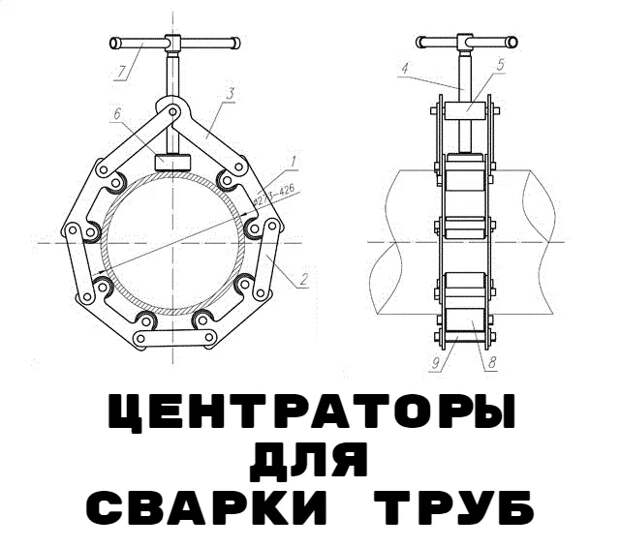
Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
Плюсы и минусы использования центраторов

Неправильное соединение торцов труб при их сварке, может со временем привести к нарушению целостности сварного шва – появлению на нем трещин и глубоких разломов. Именно поэтому крайне важно позаботиться о правильной центровке подлежащих свариванию торцов заранее, в этом вам поможет центратор, который обеспечит:
- Надежную фиксацию элементов, которые будут свариваться в единое целое;
- Качественное и прочное соединение труб;
- Возможность правильно сформировать корень сварного шва.
При правильном использовании, и промышленные, и переносные мобильные центраторы служат достаточно долго, не теряя своих первоначальных эксплуатационных качеств, и не требуют какого-то серьезного ремонта.
Центраторы бывают нескольких видов, от довольно простых механизмов, стягивающих зажимных устройств, работающих по принципу струбцин, или довольно сложных электромеханических устройств с электро или гидравлическим приводом. Что касается возможных недостатков этих приспособлений, то здесь нельзя не отметить высокую стоимость последних, из-за которой купить центратор для сварки не каждый может себе позволить. К недостаткам первых можно отнести их относительную не долговечность, т.к. они представляют из себя фактически цельнометаллическое устройство, которое во время эксплуатации все время находится в «натянутом» напряжении, что в последствии имеет так называемый эффект «усталости металла», но до этого момента центратор за счет своей небольшой стоимости успевает окупить себя не один десяток раз.
Виды центраторов
Центрирующие устройства делятся на виды по нескольким признакам:
- Объем проводимых работ — если он значителен, то оправдано приобретение и применение профессионального устройства, если нет — то полупрофессионального. Цены на эти два вида центраторов отличаются на порядок.
- По месту положения центратора — на поверхности труб или внутри них.
- По механизму фиксации — цепь, эксцентрик, струбцина, арка.
Наружные центраторы для сварки труб

Данные инструменты представлены разъемными конструкциями. Фиксация труб производится различными способами, на которых основана классификация наружных центраторов, приведенная далее. В целом, для данного типа принцип функционирования состоит в удержании с внешней стороны. Все наружные инструменты имеют маркировку, включающую буквенные символы «ЦН» и числовое значение пикового внешнего диаметра в мм:
- Многозвенные модели представляют собой конструкции из соединенных пальцевыми шарнирами звеньев. Встречается несколько технологий их стягивания: ручное, винтовым механизмом, силовым гидроприводом. Последний вариант характеризуется наибольшим усилием и, следовательно, обеспечивает наилучшее центрирование. Данные центраторы служат для труб диаметром до 2000 мм. Для них характерны проблемы с надежностью и долговечностью, обусловленные двумя факторами. Во-первых, со временем зазоры возрастают вследствие износа. Во-вторых, возможны поломки пальцевых шарниров.

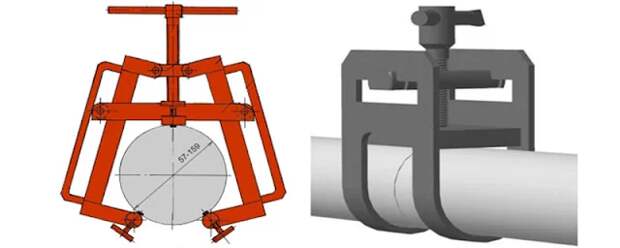
- Арочные варианты включают 2 клеммы с откидными частями. Последние при центрировании накладываются друг на друга. Стягивание производится вручную либо гидравликой. Количество секций подбирают на основе диаметра. Такой центратор наружный проще по конструкции и надежнее моделей предыдущего типа ввиду меньшего количества деталей. К тому же он жестче. Однако такие варианты рассчитаны на трубы меньшего диаметра (до 900 мм).

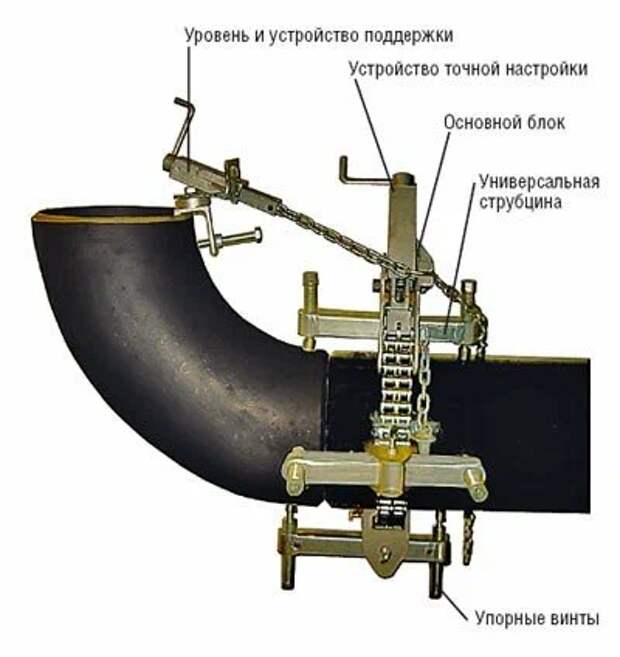
- Цепные центраторы включают в качестве основного конструктивного элемента цепь, а также стягивающий механизм. Последний имеет только ручной привод. Некоторые модели оснащены выравнивающими винтами, служащими для коррекции геометрии труб. Это наиболее мобильный и оперативный вариант центраторов. Поэтому такие инструменты применяют как при создании трубопроводов, так и при ремонте. Предельный диаметр для данных вариантов – 1400 мм.

- Эксцентриковые центраторы по конструкции близки к арочным. Отличие состоит в использовании эксцентрикового зажима для прижима клемм. Он обеспечивает ускоренное центрирование, однако требует высокой квалификации ввиду возможности самопроизвольного отсоединения при недостаточной фиксации. К тому же механизм быстро утрачивает прижимное усилие ввиду износа. На основе этого их используют для труб диаметром до 400-500 мм.

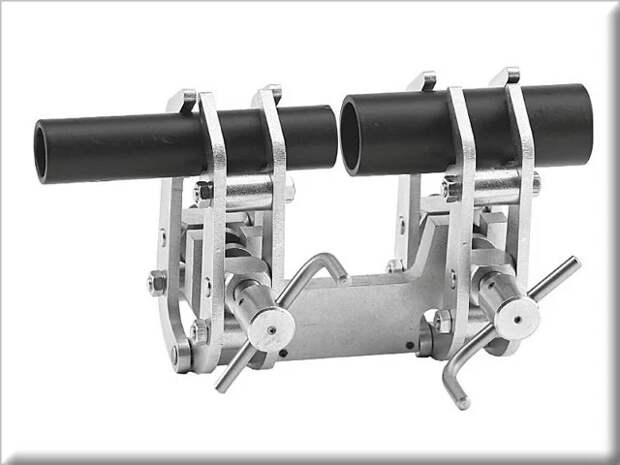
- Струбцинные модели состоят из струбцин и рычажного механизма. На основе конфигурации целевых конструкций встречаются дуговые и прямоугольные струбцины. Нижний элемент обычно плоский. Механизм зажима чаще всего с ручным приводом, но бывает и с гидравлическим. Это компактные центраторы для труб малого диаметра. Обычно используются в коммунальной и бытовой сферах.
- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.

Наружные центраторы любого типа предполагают использование дополнительного оборудования в виде подставок, рабочих площадок, грузозахватных приспособлений и т. д.
Внутренние центраторы для сварки труб
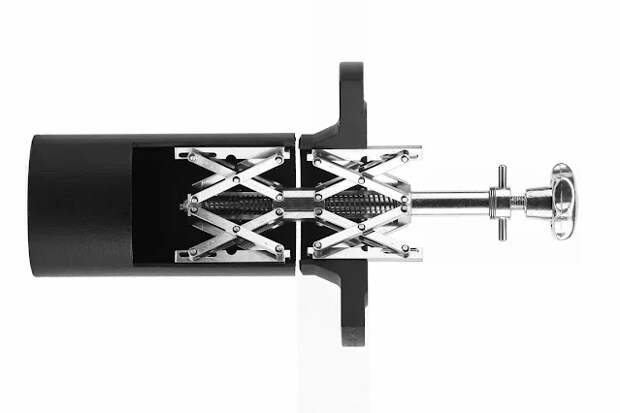
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.

При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
В продолжение темы посмотрите также наш обзор Современные методы бестраншейного ремонта трубопроводов
Свежие комментарии