
Благодаря широкому ассортименту, доступным ценам и простоте монтажа полипропиленовые трубы практически вытеснили другие материалы, ранее применяемые при строительстве и ремонте инженерных коммуникаций. Для их соединения нет необходимости задействовать громоздкое и небезопасное газо-электросварочное оборудование или дополнительные муфты, резьбы, сгоны, лен и сурик.
Теперь все элементы для сварочных работ можно уместить в небольшой кейс. В статье мастер сантехник расскажет, как паять полипропиленовые трубы.Классификация полипропиленовых труб

Особо прочный пластик, использующийся для производства труб, не подвержен коррозии, противостоит отложению солей и появлению известкового налета. Полипропиленовые конструкции предназначены для длительной эксплуатации. Производитель гарантирует 50 летний срок службы сооружений.
Это действительно возможно при условии, что эксплуатироваться трубопроводы будут в условиях предусмотренного инструкцией давления и температуры. Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и наоборот – высокую температуру жидкости при низком давлении.
Трубы из полипропилена выпускаются четырех цветов, что не означает ограничений в использовании за исключением черных, которые производятся наиболее защищенными от уф-излучения. Конструкции применяются в системах водоснабжения и отопления, возможно их соединение с металлическими сооружениями. Могут использоваться в трубопроводах всех типов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории:
- PN 10 – вариант с тонкими стенками. Применяется для теплых полов, чья температура не выше 45С или для разводки холодной воды;
- PN 16 – используется для организации холодного водоснабжения в системах с высоким давлением или в отопительных трубопроводах с низким давлением;
- PN 20 – труба универсальная, может применяться как для горячего, так и холодного водоснабжения, где температура не выше 80С;
- PN 25 – конструкция армируется алюминиевой фольгой. Используется для центрального отопления и подведения горячей воды температурой не выше 95С. Могут применяться для подключения металлического трубопровода к пластиковому.
Методы соединения полипропиленовых труб

При монтаже и ремонте систем водоотведения, отопления, холодного и горячего водоснабжения из РР труб используют несколько различных методов соединения:
- Клеевой. Клеевой способ применяется при монтаже низконапорных трубопроводов водоснабжения и канализации. На соединяемые детали наносится клеевой состав. После соединения и фиксации за счет специального компонента (отвердителя) или термического воздействия материал застывает, стык обретает герметичность;
- Термоэлектрический. Сварка термоэлектрическим способом ограничена в применении из-за высокой стоимости электромуфт. Термоэлектрическая муфта представляет собой надеваемый на соединяемые концы труб полый цилиндр, оснащенный внутренними нагревательными элементами с обеих сторон. На их клеммы с помощью электротрансформатора подается питание, вызывающее плавление соединяемых поверхностей и последующее их соединение при остывании;
- Диффузный. Диффузионная пайка — самый распространенный метод сварки полипропиленовых трубопроводов. В основе используется сплав двух стыкуемых поверхностей с последующим плотным соединением, при этом молекулы РР деталей в процессе диффузии проникают друг в друга, образуя при остывании однородную структуру.
Основными достоинствами диффузионной сварки являются:
- Доступные цены на материалы и сварочное оборудование;
- Простота в освоении технологии сварки;
- Возможность быстрой сборки трубопроводов любой сложности;
- Устройство надежных стыков своими силами без участия специалистов по сварке.
Подготовка к сварке

В руководствах, которые описывают технологию пайки, указывается, что конструкции диаметром менее 63 мм обычно соединяют методом раструбной сварки. В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы. Трубы большего диаметра соединяются без фитингов методом стыковой сварки. Этот способ считается для них наиболее надежным.
Осуществляется пайка труб из полипропилена при помощи ручного сварочного аппарата, который в народе называют утюгом. Для деталей с диаметром больше 40 мм специалисты рекомендуют использовать приборы с центрирующими приспособлениями, несколько более сложными в работе. Сварочные аппараты снабжены специальными съемными насадками для труб. Они представляют собой нагревательные элементы, выполненные в виде гильзы для оплавления наружной части трубы или дорн для разогрева внутренней поверхности детали. Размеры диаметров насадок варьируются от 14 до 63 мм. Нагревательные элементы покрываются тефлоном, антипригарным материалом.
Обратите внимание! В процессе сварки нужно обязательно следить за чистотой насадок и протирать их после каждого использования специальными скребками из дерева или брезентовой ветошью. Делать это нужно пока элементы еще горячие, очистка холодных деталей недопустима
Факторы, влияющие на качество сварки
Качество сварных стыковых соединений полипропиленовых труб зависит от многих факторов:
- Выбор низкокачественных, либо более дешевых (с меньшей величиной допустимых для данной трубопровода температуры и давления) материалов, даже при самой тщательной сварке не обеспечит необходимой прочности и герметичности стыков;
- Нежелательно использование продукции разных производителей. Из-за отличий по химическому составу может не совпадать время нагрева и остывание свариваемых элементов;
- Использование качественного оборудования. Для выполнения работ нужно иметь необходимый минимум исправного инструмента и оборудования. Термопаяльник с недостаточным или чрезмерным нагревом не обеспечит надежный сварной шов, поэтому важно следить за оптимальной температурой нагрева;
Обратите внимание! Перегрев трубы приводит к уменьшению проходного сечения стыка и дополнительным потерям напора в системе
- Наличие необходимых навыков работы. Сам по себе процесс сварки довольно прост и доступен. Главное перед началом работ — внимательно изучить прилагаемые к аппарату инструкции. Желательно первые стыки варить под наблюдением опытного специалиста;
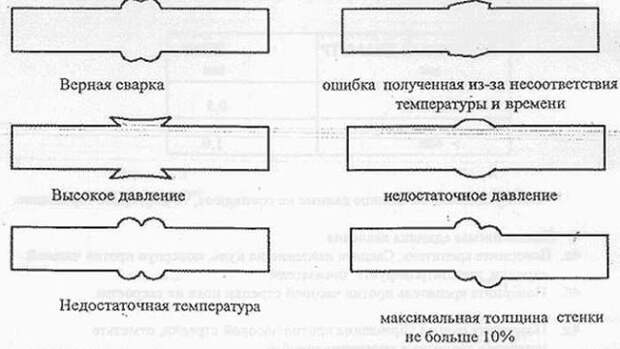
- Соблюдение правил монтажа. Низкое качество сварочных швов обусловлено ошибками в процессе соединения трубы и фитинга. Недостаточная глубина их соединения приводит к зазору. Образуется дополнительное сопротивление и участок с ослабленной стенкой, потенциальной зоной порыва трубопровода. При чрезмерном введении трубы в фитинг до упора возможно практически полное перекрытие потока жидкости, что приведет к снижению давления и расхода. При соединении нагретых частей трубопровода, часто допускают передержку приводящую к их остыванию или не осуществляют своевременную фиксацию в течении положенного времени;
- Надлежащая подготовка. Необходима тщательная подготовка места работы, материалов и оборудования. Свариваемые части труб и фитингов должны быть сухими и чистыми. Помещение, где производятся работы, должно быть теплым. Минусовая температура воздуха может привести к преждевременному охлаждению свариваемых деталей. Во избежание вторичного загрязнения, готовые узлы необходимо складировать на чистую поверхность. Нагревательные элементы паяльника после каждого использования протираются термостойкой тканью для удаления остатков расплава. Торцы трубы после обрезки выравниваются и зачищаются от заусенцев.
Выполнение этих элементарных мер гарантирует прочный и надежный сварной стык.
Порядок проведения работ

Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап №1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.

Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°. Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап №2 — подготовка трубы

При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются. Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена. Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.
Этап №3 — разогрев деталей
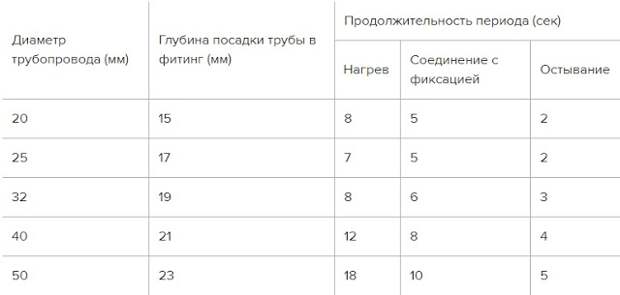
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице.
Этап №4 — сваривание элементов

Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.
Этап №5 — охлаждение соединения
Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы. После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
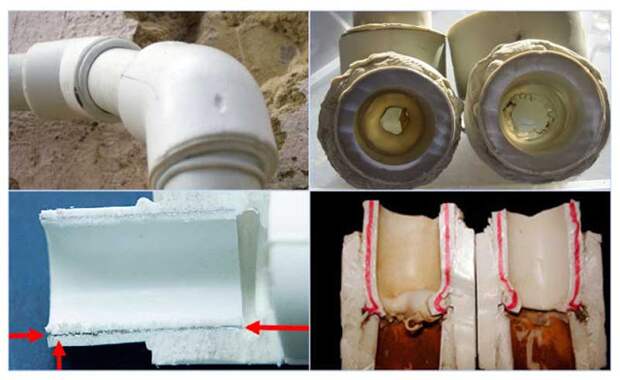
Рекомендации, как паять трубы из полипропилена, достаточно просты. Справиться с этой работой можно самостоятельно. Опытные сварщики предлагают новичкам выполнить пайку первой детали, остудить ее и разрезать, чтобы убедиться, что все выполнено правильно. Если же есть ошибки, они будут сразу заметны. Таким образом можно достаточно быстро научиться выполнять надежные соединения полипропиленовых труб, что безусловно пригодится в процессе монтажа или ремонта трубопроводов.
В продолжение темы посмотрите также наш обзор Достоинства и недостатки труб из полипропилена