Любой новичок всегда озадачен при выборе сварочных электродов. В магазине представлены десятки самых разнообразных марок от различных производителей. Как отечественных, так и зарубежных. Консультант может предложить вам несколько марок на выбор. Если вы только постигаете азы сварки, то наверняка вам предложат сварочные электроды ОЗС-12. В статье мастер сварщик расскажет о технических характеристиках этих стержней.
Общая информация
Электроды были разработаны в 70-х годах в Институте электросварки – подразделении Академии наук Украинской ССР. Целью специалистов было создание изделий, не уступающих по своим характеристикам стержням с покрытием основного типа, но при этом превосходящих их в отношении экологичности.
Задача была успешно решена, после проведения многочисленных испытаний с конца 70-х электроды стали активно использоваться в советской промышленности и в быту.

Электроды для сварки ОЗС-12 получают из углеродистой проволоки Св-08 и Св-08А (повышенной чистоты относительно серы и фосфора). На стержни наносится толстый слой обмазки, в составе которого 92–95% рутила – природного минерала в виде диоксида титана (TiO2). Защитные, а также легирующие функции выполняют содержащиеся в обмазке ферриты – такие, как ферромарганец. Карбонаты (например, СаСО3) способствуют образованию защитного газа вокруг ванны и, как и рутил, стабилизируют горение электродуги.
Двуокись титана обладает еще одним незаменимым для сварки свойством. Благодаря высокой химической инертности материала в процессе работ выделение вредных для здоровья и экологии газов сведено к минимуму.
Технические характеристики:
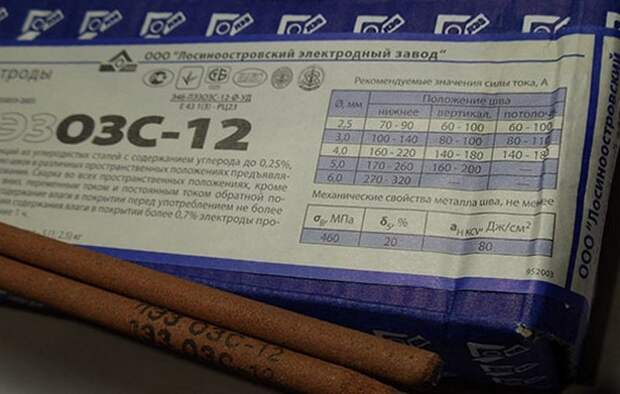
- Временное сопротивление металла шва разрыву – 490 МПа.
- Предел текучести – 420 МПа.
- Относительное удлинение – 22%.
- Ударная вязкость (при t=20°C) – 137 Дж/см2.
- Коэффициент наплавки – не менее 8,5 г/А·ч.
- Производительность (при d 4 мм) – 1,2 кг/ч.
Классификация по ГОСТу
Изделия выпускаются в соответствии с ГОСТ:
- 9466-75;
- 9467-75.
Маркировка
Аббревиатура ОЗС расшифровывается следующим образом:
- О – опытный;
- З – завод;
- С – строительные;
- 12 – номер марки.
Область использования

Электроды предназначены для создания неразъемного соединения деталей, изготовленных из углеродистых сталей (до 0,25% углерода).
Изделия используются ремонтными бригадами и частными мастерами для соединения водопроводных труб или металлоконструкций бытового назначения.
Полученный стык имеет высокую прочность на разрыв. Для защиты металла от коррозии необходимо нанесение слоев грунта и лакокрасочного покрытия.
Электроды применяются при изготовлении промышленных конструкций для:
- Горнодобывающей индустрии;
- Подъемных механизмов технического назначения;
- Химических и нефтехимических предприятий;
- Газовой отрасли;
- Коммунального хозяйства.
Режимы сварки для ОЗС-12

Особенности сварки электродами:
- Допустимое содержание влаги в покрытии – не более 0,7%. Превышение показателей может привести к наводороживанию металла шва (водородная хрупкость), трещины и потере необходимой ударной вязкости и пластичности. Поэтому перед сваркой стержни прокаливают в течение получаса при температуре 150–180 °C.
- Сваривать детали можно как на средней, как и на удлиненной дуге, не опасаясь образования пор в металле шва.
- Стержни позволяют вести сварку в горизонтальном или вертикальном положениях, а также на потолочной части стыка.
- Допустима сварка как трансформатором (переменный ток), так и инвертором (постоянный обратной полярности).
Электроды ОЗС-12 чувствительны к высоким температурам – при прокалке нужно строго соблюдать рекомендуемые выше значения, чтобы не испортить покрытие. То же относится к режиму сварки, если сила тока превышает рекомендуемую, в металле соединения могут образоваться поры.
Расход электродов

Не зависит от сечения металлического стержня. На расход влияют правильность подбора режимов сварки и квалификация мастера. Среднее значение составляет 1,7 кг изделий для получения 1 кг наплавленного металла.
Например, при использовании стержней диаметром 2,0 мм для получения 1 кг шва необходимо 94 электрода. При росте сечения до 15 мм число деталей снижается до 12 штук.
Преимущества и недостатки

Достоинства электродов марки ОЗС-12:
- Простота первичного розжига разряда;
- Возможность использования аппаратуры постоянного и переменного тока;
- Для восстановления дуги не требуется контакт между наконечником и свариваемыми поверхностями;
- Стабильность дугового разряда, на которую не влияет расстояние между наконечником электрода и свариваемыми поверхностями;
- Пониженная пористость наплавленного метала, не зависящая от длины сварочной дуги;
- Небольшой объем разбрызгиваемого расплава из сварочной ванны;
- Допускается сварка деталей без предварительной очистки от следов ржавчины и остатков лакокрасочного покрытия;
- Сниженное содержание вредных веществ в дыме, образующемся при сгорании покрытия;
- Допускается сварка в вертикальном направлении с подачей инструмента сверху вниз;
- Формируемый шов имеет ровные края и мелкий рисунок.
Недостатки стержней:
- Ограниченная применимость;
- Гигроскопичность покрытия (влага снижает характеристики материала);
- Необходимость длительной прокалки перед началом использования;
- Нестабильное качество (например, покупатели часто критикуют изделия предприятия ЛЭЗ, характеристики которых зависят от партии).
Производители

В рейтинг популярных изготовителей ОЗС-12 входят:
- Электродный завод «СпецЭлектрод», владеющий несколькими производственными площадками;
- Российский филиал шведской компании ESAB;
- Компания «Вистек», упаковывающая продукцию различных предприятий;
- Фирма Monolith, использующая особый состав покрытия с пониженным выделением дыма при сгорании;
- Судиславский завод сварочных материалов «СЗСМ-Инвест».
Аналоги
Аналогами электродов ОЗС-12 являются все изделия, относящиеся к группам Э46 или Э46А:
- ОЗС-3, имеющие сечение от 3 до 5 мм и рассчитанные на сварку нижних швов при подаче постоянного или переменного напряжения;
- ОЗС-4 и 4И, отличающиеся возможностью сварки в различных положениях (за исключением работ по вертикали с движением инструмента сверху вниз);
- ОЗС-12И, не рассчитанные на перемещение сверху вниз по вертикали и имеющие сечение 3,4 или 5 мм;
- УОНИ-13/55 и 13/55К для ответственных соединений, имеющие ограничения по применимости по аналогии с ОЗС-12И и рассчитанные на подключение к источникам постоянного тока.
Перечисленные электроды могут отличаться требованиями к режимам сварки.
Кроме того, можно использовать электроды импортного производства, соответствующие международным стандартам ISO. Например, шведские OK-46 отличаются покрытием на основе смеси рутила и целлюлозы и могут применяться для сварки конструкционных и корабельных сталей (допускается работа с листами, обладающими гальваническим защитным слоем). Материал шва имеет предел текучести на уровне 400 МПа (предел прочности 510 МПа).
В продолжение темы посмотрите также наш обзор Почему липнет электрод при сварке