
Все электроды изготавливаются по одинаковому принципу: на металлический стержень из специального сплава наносится особое покрытие. Как правило, от типа покрытия зависит то, где будут использоваться электроды данного типа. Популярным вариантом для сварки выступают рутиловые электроды. В статье мастер сантехник расскажет, о всех плюсах и минусах, производителях, условиях использования.

По действующим российским стандартам рутиловые электроды относятся к типам Э-42 и Э-46.
Металл шва, сваренного электродами типа Э42 имеет следующие технические характеристики:
- Предел прочности — 410 Мпа;
- Относительное удлинение — 22%;
- Ударная вязкость — 80 Дж/см².
Шов, сваренный электродами Э46, имеет более прочные показатели:
- Предел прочности — 450 Мпа;
- Относительное удлинение — 20%;
- Ударная вязкость — 147 Дж/см².
Изготавливаются расходные материалы рутилового типа с учетом требований, указанных в ГОСТ 9466-75, 9467-75, соответствуют требованиям европейских и международных стандартов ISO 2560, DIN 1913, AWS 5.1. Поставляются в картонных упаковках весом 1,0; 2,5; 3 и 5 кг.
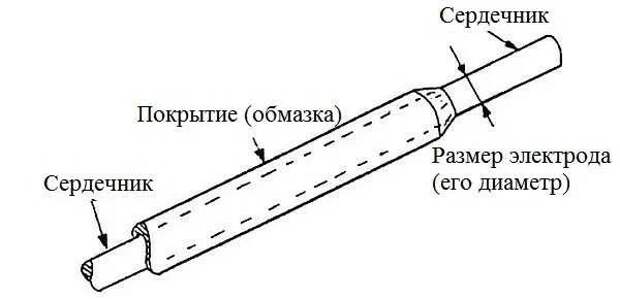
Изделие представляет собой стержень, выполненный из сварочной проволоки марки Св-08 или Св-08А определенного диаметра и длины, на поверхность которого нанесено специальное покрытие необходимой толщины.
В зависимости от производителей и разновидных модификаций, состав рутилового покрытия может немного отличаться. Однако в большинстве случаев состав следующий:
- Концентрат рутила (диоксид титана) — 48%.
- Полевой шпат — 20%.
- Ферромарганец — 15%.
- Магнезит — 15%.
- Декстрин — 2%.
Некоторые виды электродов могут содержать также дополнительные элементы: например, целлюлоза. Такие покрытия маркируются буквами «РЦ», что расшифровывается как «рутилово-целлюлозное покрытие».
Маркировка рутиловых электродов

В зависимости от производителя и конкретного вида изделий маркировка упаковок может несколько отличаться. Однако большинство рутиловых электродов маркируются практически одинаково.
Рассмотрим подробнее на примере маркировки электродов МР-3. На их упаковке можно увидеть следующую маркировку: Э 46 –МР-3–УД Е 430 (3)-Р26.
Разберём всё по порядку:
- Э46 — указывает на тип согласно ГОСТу. Это означает, что данная модель предназначена для сварки низколегированных и углеродистых сталей. Предел прочности при разрыве — 46 кгс/мм².
- МР-3 — марка от производителя.
- У — обозначает назначение электрода. Для сварки углеродистых сталей, предел прочности при растяжении — 60 кгс/мм².
- Д — коэффициент толщины покрытия (толстое).
- Е — международная маркировка. Обозначает тип электрода с плавящимся покрытием.
- 43 — прочность при растяжении (430 Мпа).
- 0 — показатель относительного удлинения (20%).
- (3) — показатель температуры -20 °C. Это минимальная температура, при которой металл шва сохраняет ударную вязкость не меньше 34 Дж/см².
- Р — тип покрытия. В нашем случае — рутиловое.
- 2 — показывает, в каких положениях можно проводить сварочные работы. Этот показатель обозначает, что варить можно в любом направлении, кроме вертикального «сверху-вниз».
- 6 — для качественной работы нужно использовать ток обратной полярности, постоянный. Напряжение холостого хода должно быть примерно 70В.
Применение электродов, режимы сварки

Благодаря своим прекрасным качествам рутиловые покрытия широко применяются в различных условиях и считается одним из наиболее практичных видов. Перечислим основные варианты применения, в которых электроды этого типа отлично справляются со своей задачей:
- Сварка конструкций из низкоуглеродистой стали. Химический состав покрытия позволяет эффективно работать с черными и низколегированными металлами. В таких случаях шов получается ровный и без трещин.
- Сварка трубопроводов. Отлично подходят для ремонта труб, которые проводят жидкости. В таком случае сложно полностью осушить рабочую поверхность металла. Однако сварочная дуга рутиловых электродов горит стабильно даже при попадании капель воды в зону горения.
- Широко применяются для ремонта деталей или инструментов, которые со временем истираются. Рутиловые электроды позволяют максимально эффективно наплавлять шов значительной толщины. За счёт небольшого разбрызгивания достигается экономия материала.
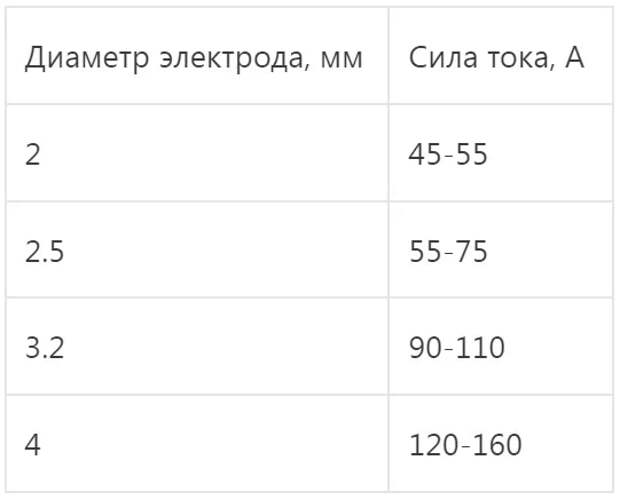
Сварочный процесс рутиловыми электродами ведется с применением аппаратов, работающих на переменном и постоянном токе. В таблице указаны данные о величине сварочного тока в зависимости от диаметра используемого электрода:
При ведении сварочного процесса необходимо придерживаться следующих рекомендаций:
- Отсыревшие электроды готовить к сварке. Перед применением обязательна прокалка при температуре не выше 200 °C в течение 1 часа.
- Готовить кромки соединяемых частей. При толщине металла более 5 мм необходимо разделывать кромки в соответствии с технологическим процессом.
- При сварке с зазором необходимо следить за тем, чтобы он был одинаковым по всей длине.
- При смене электрода необходимо зажигание дуги выполнять чуть выше, затем вернуться к месту окончания шва, заполнить сварочную ванну и продолжать процесс соединения.
Плюсы и минусы

По сравнению с другими типами покрытий, рутиловое обладает рядом преимуществ:
- Меньшее вредное воздействие на органы дыхания человека за счет использования оксида титана;
- Быстрый розжиг (как первичный, так и последующие);
- Нагар, образуемый после окончания сварки на кончике стержня, является полупроводником, что не требует его скола для продолжения работы;
- Создает шов с мелкочешуйчатым рисунком;
- Стабильно удерживает горение электрической дуги;
- Позволяет варить во всех пространственных положениях;
- Способен сохранять горение дуги и вести сварку во влажной среде, что удобно для ремонта труб водоснабжения или используемых резервуаров;
- Имеет небольшие потери металла при разбрызгивании;
- У швов высокая сопротивляемость на разрыв и излом;
- Обмазка хорошо защищает от взаимодействия с кислородом, что препятствует образованию пор;
- Шлак удаляется очень легко.
К недостаткам относят:
- Подойдут не для всех конструкций. Небольшой диапазон металлов, с которыми можно использовать этот тип покрытия, накладывает определённые ограничения на их эксплуатацию. Для сварки высокоуглеродистой стали такие электроды нельзя использовать.
- Свойства резко ухудшаются при повышении напряжения тока. Поэтому придётся следить за соответствием номинальному показателю.
- Нужно проводить подготовительные работы — просушку и прокалку. Рутиловые электроды требуют надлежащих условий хранения, из-за того что покрытие поглощает влагу из воздуха. Если нарушены условия (должны храниться в сухом помещении), то перед применением обязательна прокалка при температуре 160-200 °C на протяжении часа.
Прокалка электродов с рутиловым покрытием

Электроды этого типа нуждаются в предварительной прокалке перед использованием. Распространенные требования к прокалке: не менее часа в печи при температуре до 350 °C.
Это общие требования, а точные указания зависят от конкретной марки. Некоторые модели слабо чувствительны к влаге и могут прокаливаться при относительно невысоких температурах (до 90 °C), или же вовсе не нуждаться в прокалке. Хотя есть марки, которые могут отсыревать и терять свои свойства. Точный режим прокалки указывается производителем.
Популярные производители

Рутиловые электроды выпускают отечественные и зарубежные производители. Самыми востребованными изделиями российских компаний являются такие марки:
ESAB-SVEL OK 46.00
Производятся в России шведским концерном ESAB. Эта модель является одной из лучших в своей категории и обладает следующими преимуществами:
- Низкие требования к предварительной подготовке. Даже отсыревшие изделия можно прокаливать при температуре 70-90°C.
- Не боятся влаги. Дуга стабильно горит при контакте с увлажнённой поверхностью.
- Минимальный порог необходимого тока, который нужен для уверенного горения, значительно ниже, чем у других видов электродов.
- Формируют прочный и ударостойкий шов.
Lincoln Electric Omnia 46
Производятся американской фирмой Lincoln Electric, которая выпускает электросварочную продукцию ещё с 1927 года. Электроды отличаются доступной ценой и являются отличным выбором для новичков. Сварочная дуга не требует точного контроля — при небольшом её удлинении не теряется стабильность горения.
При эксплуатации Omnia 46 выделяется относительно небольшое количество искр. Прочный шов позволяет использовать их для сварки ответственных конструкций (например, трубопроводов, работающих под высоким давлением).
ОЗС-12
Электроды этой марки имеют сертификат НАКС, который позволяет применять их для сварочных работ на ответственных и опасных объектах. Среди преимуществ марки:
- Шов ведётся легко и ровно, даже без особого мастерства сварщика.
- После остывания на поверхности остаётся тонкая шлаковая корочка, которая легко отделяется.
Но есть и недостаток. Несмотря на то, что обычно рутиловые покрытия не восприимчивы к влаге, электроды этой марки чувствительны к отсыреванию. Отсюда вытекают дополнительные требования по хранению, прокалке (при температуре 150°C перед каждым использованием), а также очистке сварочной ванны от крупных загрязнений.
МР-3
Электроды типа МР-3 — одни из самых распространённых. Бренду «Ресанта» удалось сохранить все достоинства рутилового покрытия и избежать недостатков, которые встречаются у других производителей изделий этого типа.
МР-3 легко разжигаются, формируют прочный и ровный шов, эффективно работают с разным током. Недостатком является повышенная чувствительность к влаге. Перед применением их необходимо прокаливать не менее часа при температуре 150-170°C.
В продолжение темы посмотрите также наш обзор Как правильно вести электрод во время сварки