
Нередко возникает ситуация, когда отверстие в детали необходимо заделать или переместить, при ошибке в планировании или несовпадении реальных размеров с проектными. Решить эту проблему можно с помощью сварки. В статье мастер сантехник расскажет, как заварить большое отверстие в детали только электродом без вставок.
Завариваем большое отверстие в толстостенной детали

Заваривание отверстия заключается в последовательной наплавке недостающего металла.
Этот способ подойдёт при ограниченном инструментарии – понадобятся только непосредственно сварочный аппарат с электродами, угловая шлифовальная машина и молоток сварщика.

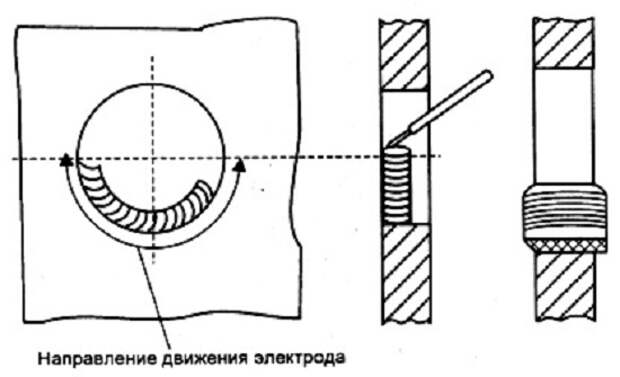
Для начала необходимо немного убавить ток, а дальше для облегчения работы очищенную деталь располагаем так, чтобы её стенка стала вертикальна, а отверстие, соответственно, горизонтально. Таким образом металл будет меньше стекать вниз.
Так как вертикальные швы принято обычно варить снизу вверх, то и начинать заваривать отверстие необходимо с его самого нижнего края следующим образом:
- Первый шов накладываем по самой кромке, вдоль нижнего края;
- Второй шов накладываем так же на первый и так далее, пока не заварится все отверстие.
При этом необходимо следить за тем, что бы металл не проплавлялся и не стекал вниз. С этой целью необходимо давать наплавленному металлу немного остыть. Этого можно достичь, если варить точками или с гашением дуги.

Для упрощения процесса можно отбить получившийся шлак.

После первого прохода по кругу металл будет наплавляться уже непосредственно на шов.

Проблемный момент – шлак будет мешать заварить последний участок.

Если не получается выгнать его из сварочной ванны непосредственно при сварке, нужно отбить шлак и закрыть отверстие последним швом.

После закрытия сквозного отверстия, деталь стоит для удобства перевернуть и закрепить так, чтобы отверстие было расположено вертикально.

И далее продолжаем наплавлять металл по спирали до тех пор, пока отверстие не будет полностью заполнено.

Процесс завершён – осталось только отбить шлак и произвести финишную обработку места сварки с помощью УШМ.




В продолжение темы посмотрите также наш обзор Как доработать электрод для наплавки