Электроды ОЗЛ-6 — известная марка среди профессиональных сварщиков. Они универсальны и просты в работе. Эти преимущества делают их незаменимыми как на больших предприятиях, так и при самостоятельной сварке стали. В статье пойдет речь о тех характеристиках ОЗЛ-6, которые сделали их удобными для разнообразных сварочных работ.
В статье мастер сварщик расскажет, почему профессионалы выбирают эту марку, в каких областях она используется.
Общая информация
Электроды ОЗЛ-6 позволяют добиться прочных швов высокого качества. Их основное покрытие защищает место сварочного шва (ванны) при работе с постоянным током. Полярность должна быть обратной. Сварку можно проводить в разных положениях, что обеспечивается особым составом проволоки, из которой сделан электрод.
Большое разнообразие диаметров марки ОЗЛ-6 позволяет использовать нужный стержень для деталей разного размера. Используют их как опытные сварщики, так и начинающие. ОЗЛ-6 удобнее всего использовать с жаростойкими сталями.
Химический состав электродов ОЗЛ-6
Свойства расходников обеспечивает химический состав обмазки, состоящий из таких компонентов:
- Углерода в количестве 0,09%, связывающего свободные молекулы металла и придающего ему прочность. За счет точно выверенной процентной доли получается твердое соединение, исключающее хрупкость.
- Марганца – 1,9%. Он играет аналогичную роль, а еще способствует выводу серы и фосфора. Получаемый шов более ровный и однородный, устойчивый к механическим нагрузкам.
- Никеля – 12,8% для сопротивления окислению и повышения жаростойкости соединения. Физические свойства сохраняются в коррозионной среде.
- Хрома – 24,9%. Он становится легирующим компонентом и уменьшает абразивный износ, склонность к появлению ржавчины и улучшает качество стыка после термических нагрузок.
- Серы (0,011%) и фосфора (0,022%), попадающих в основной слой из шихты и лигатур во время изготовления. Их количество удалось минимизировать и уменьшить число трещин во время сварки.
Применение

Основная область использования “ОЗЛ-6” — это сварка сталей, стойких к повышенным температурам. Это значит, что их можно применять для работы с оборудованием, выдерживающим большие температурные нагрузки до 1000°С. Полученный металл, обладает устойчивостью к кислотным средам, что дает возможность выполнять работы на особых производствах. Другая особенность шва — стойкость к коррозии и сохранение свойств в течение долгого времени. В нем не появляются трещины и поры, что увеличивает срок его службы.
Благодаря стойкости к термо нагрузкам, электроды часто применяют в сварке жаровых труб, котлов и т. д.
Очень часто они применяются для сваривания углеродистых составов с разной степенью легирования и содержания хрома.
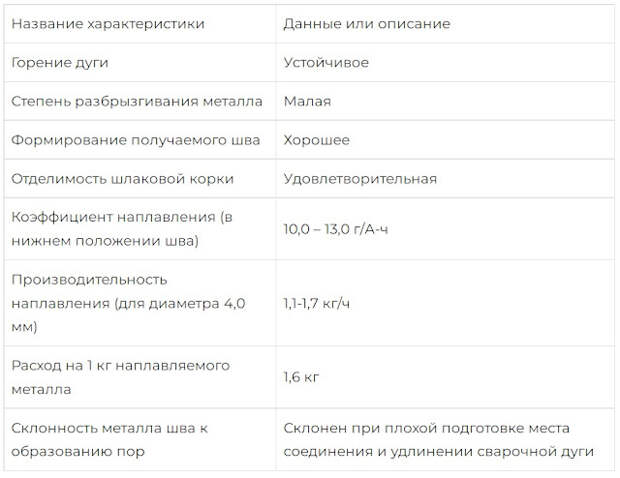
Среди главных отличительных особенностей данных расходников — равномерное формирование шва, легкая отделяемость шлака и высокая производительность.
Применение ОЗЛ-6 связано с их техническими характеристиками:
Свойства получаемого шва
Соединение металлов, получаемое при сварке электродами ОЗЛ-6, обладает следующими механическими характеристиками:
- Временным сопротивлением 560 МПа;
- Относительным удлинением на 25%;
- Ударной вязкостью 90 Дж/см²;
- Ферритовой фазой 6,1 %.
Особенности

Отрицательной чертой данных расходников стал высокий расход во время сварки. Создание шва фиксированной длины потребует на 60% больше электродов по сравнению с другими марками.
Неопытный работник может столкнуться с тем, что металл будет плавиться раньше, чем стержень электрода. Происходит это из-за того, что электрод имеет очень высокую температуру плавления и с другими сталями его использовать бывает непросто.
Поэтому для повышения экономичности необходимо исключить залипание или вскипание стержня, разбрызгивание металла вокруг рабочего места.
Для этого необходимо выполнить следующие действия:
- Прокаливать электроды перед началом соединения металлов в течение 1 часа при температуре +180-200°С;
- Выполнение сварки возможно во всех пространственных положениях, однако сваривать в вертикальном положении методом сверху вниз не рекомендуется;
- Зачистить кончик стержня;
- Вести дуговую искру по верху шва под углом 80° и на расстоянии от соединяемых кромок не более 3 мм;
- Соблюдать режим сварки, ориентируясь на инструкцию, напечатанную на упаковке;
- После замены электрода надо зачистить стык и продолжить сварку от точки, находящейся чуть выше от места остановки;
- Не допускать резкого остывания шва.
Производители

Электроды ОЗЛ-6 на данный момент производят такие компании как:
- СпецЭлектрод;
- Фрунзе-Электрод;
- Вадис-М;
- Эком-Плюс.
Аналоги

Кроме отечественных марок, аналогичные свойства у изделий, выпускаемых в следующих странах:
- Германия – UTP 68 24;
- США – AROSTA 39 и Vertinox 309;
- Швеция – ОК-67.15, ОК-67.60 и ОК-67.75;
- Япония – KOBE NC39.
Итог
Таким образом, параметры ОЗЛ-6 позволяют работать со сталями разных типов. Они могут использоваться для сварки очень точных соединений. Единственный их недостаток — большой расход. Но он легко перекрывается их универсальностью и простотой.
Если вам понравилась статья, то вы можете поддержать наш канал, через сервис СберЧаевые. И подписывайтесь на наш телеграмм канал.
В продолжение темы посмотрите также наш обзор Электроды Э42 — характеристики и применение