В промышленности одной из основных операций является соединение элементов конструкций и деталей. Одним из способов является соединение с помощью заклепок. Он используется, когда нет возможности выполнить сварку элементов конструкций, и имеет много преимуществ перед ней. В статье мастер кузнец расскажет, как правильно клепать заклепки молотком.
Принцип действия молотковой заклепки

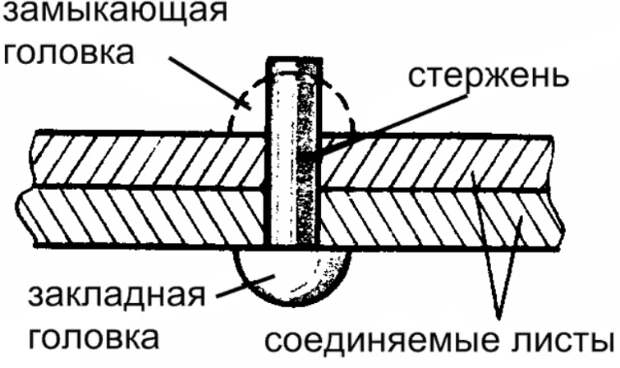
Классическая заклепка под молоток представляют собой стержень, имеющий закладную головку определенной формы (полукруглую, потайную, полупотайную, плоскую). Замыкающая головка формируется из противоположного конца стержня путем его пластической деформации при помощи клепального молотка и специальной ударной оправки, которая придает головке аккуратную полукруглую форму. При этом со стороны закладной головки нужно обеспечить массивную поддержку. Очевидно, что для установки такой заклепки необходимо иметь доступ с двух сторон скрепляемых поверхностей.
Из какого материала должна быть заклепка

Заклепки обычно берут из того же материала, что и соединяемые детали — это позволяет избежать электрохимической коррозии. Обращают внимание на прочностные характеристики.
Сталь:
- Обычная — марок Ст2, Ст3, Ст10;
- Коррозионностойкая Х18Н9Т;
- Оцинкованная;
- Легированная (нержавеющая) — 9Г2, 304, 316.
Медь МТ и М3;
- Алюминиевые сплавы (чаще АД1, Д18);
- Алюминиево-магниевые (AlMg2,5; AlMg5; AlMg3),
- Латунь (Л63).
При соединении медных деталей допустима установка латуни и меди. Алюминий соединяют алюминиевыми сплавами. Стальные листы — соответствующими марками стальных заклепок. Есть также смешанные метизы — из двух разных металлов (химически не конфликтующих). Чаще всего встречаются алюминиево-стальные.
Определение длины заклепки под молоток

Для правильной установки заклепочного крепежа важно точно подобрать его длину, чтобы была возможность создать из выступающей части стержня замыкающую головку необходимой формы и получить соединение без зазоров. Длина выпускаемых заклепок под молоток варьируется в пределах от 2 – 180 мм и подбирается исходя из толщины пакета скрепляемых материалов. Сначала необходимо определить длину выступающей части стержня (припуска). Для варианта с полукруглой головкой величина припуска равняется 1.2…1.5d, а для варианта с головкой потаем – 0.8…1.2d, где d – диаметр стержня. Исходя из полученного значения припуска, несложно рассчитать полную длину стержня, прибавив к нему толщину склепываемых материалов – S.
Расчет длины заклепки с полукруглой головкой:
L = S + (1.2…1.5d)
Расчет длины заклепки с потайной головкой:
L = S + (0.8…1.2d)
Пример: требуется склепать материалы суммарной толщиной 41 мм заклепкой потай Ø8 мм
L = 41 + 0.8 х 8 = 41 + 6.4 = 47.4 мм
Затем выбираем из существующего стандартного ряда длин заклепок ближайшее к 47.4 значение, то есть – 48 мм. Итак, для создания потайного заклепочного соединения листов толщиной 41 мм нам потребуется крепеж размера Ø8х48 мм.
Заклепки под молоток отличаются большим разнообразием диаметров в пределах 1.0 – 36 мм. Диаметр просверливаемого в материалах отверстия должен обеспечивать свободный ввод стержня, при этом величина зазора между телом заклепки и стенками отверстия не должна превышать параметров прописанных в ГОСТ. Так, для получения качественной клепки зазор для деталей диаметром до 5 мм составляет не более 0.1 мм, а для деталей от 5 мм не более 0.2 мм. Когда материалы склепывают потайной заклепкой, то под головку в отверстии снимают фаску под углом 60° – 90° на глубину, соответствующую высоте закладной головки.
В зависимости от условий образования замыкающей головки различают два метода клепки: прямой и обратный. При свободном подходе к заклепке с обеих сторон применяется прямой (или открытый) метод клепки, при котором удары наносятся со стороны стержня; закладная головка при этом упирается в поддержку. Этим методом выполняют соединения повышенной прочности. При наличии условий, затрудняющих вставку заклепок со стороны поддержки, применяется обратный (или закрытый) метод клепки. Заклепки вставляются со стороны работающего, и удары наносятся по закладной головке, стержень при этом упирается в поддержку; замыкающая головка в данном случае формируется при помощи поддержки. Примером можт служить клепка в трубах, клепка фланцев в труднодоступных местах и т. п.

Последовательность выполнения клепки
Ручная клепка производится обычно на рабочем месте слесаря и выполняется в тисках или на верстаке. В ряде случаев соединения заклепками с потайной головкой выполняют на плите.
Для получения заклепочных соединений высокого качества большое значение имеет взаимная подгонка деталей. Соединяемые детали должны быть плотно подогнаны одна к другой и без напряжения ложиться на место. Плохая подгонка деталей ведет к возникновению напряжений после клепки, к образованию трещин, выпуклостей и др. Сверление отверстий под заклепки производят по накерненной разметке. Чтобы отверстия склепываемых деталей совпадали, их сверлят в собранном виде сжатыми
Ручными тисочками, струбцинами или болтами. Заусенцы, образовавшиеся после сверления, снимают зенковкой или сверлом большего диаметра. Затем детали переносят к верстаку и в подготовленное отверстие вставляют заклепку, укладывая ее закладную головку на зажатую в тисках поддержку. После этого производят уплотнение соединяемых деталей путем осадки их ударами молотка по натяжке. Затем, сделав несколько прямых ударов, направленных вдоль оси заклепки, с целью утолщения стержня для плотного заполнения отверстия, осадку продолжают косыми ударами молотка по окружности головки, чередуя их с прямыми ударами. В результате получается головка в виде грубого полушария. Окончательное формирование замыкающей головки производится ударами молотка по обжинке, установленной на образовавшуюся головку заклепки.
Расклепывание потайной головки производят ударами молотка, направленными точно вдоль оси заклепки. Если заклепка при неточном ударе изгибается в сторону, ее выправляют ударами молотка с противоположной стороны. При склепывании тонкого листа с толстым заклепку вводят со стороны тонкого листа, так как в противном случае не удается получить плотный шов, особенно если отверстие несколько больше диаметра заклепки, что часто бывает при пробивке отверстий бородком. Сравнительно длинные листы при склепывании предварительно соединяют болтами, а заклепки ставят через два-три отверстия. После этого болты убирают и ставят заклепки в оставшиеся отверстия. Если требуется поставить всего 3—4 заклепки, сначала ставят их в крайние, а затем в средние отверстия.
Клепку На весу производят вдвоем: один расклёпывает заклепку, а второй поддерживает ее с противоположной стороны поддержкой с лункой, соответствующей форме замыкающей головке.
В продолжение темы посмотрите также наш обзор Кернер — виды, назначение инструмента